- Автоматическая линия для производства заборов
- Станки для производства 3D заборов и ограждений
- Преимущества для вашего бизнеса
- Что мы предлагаем
- Какую продукцию вы получаете
- Как происходит сварка заборов 3D
- Видео 1 работы сварочной машины Видео 2 работы сварочной машины Видео 3 работы сварочной машины Видео 4 работы сварочной машины Видео 5 работы сварочной машины Видео 1 работы правильно-отрезного автомата Видео 2 работы правильно-отрезного автомата Видео работы пресса при гибке рёбер жёсткости
- Материалы сварки:
- Схема машины сварки сеток для 3D заборов:
- Комплектация и подбор оборудования
- Характеристики станков серии «C»
Автоматическая линия для производства заборов
Изготовление сварных заборов на базе полуавтоматических линий сварки сеток
Полуавтоматическая линия сварки сетчатых панелей WP-2500 обеспечивает высокую производительность, покрывая краткосрочные потребности в заборных секциях и позволяет создать товарный запас для продажи. Сколько производить и как продавать сетчатые заборы?
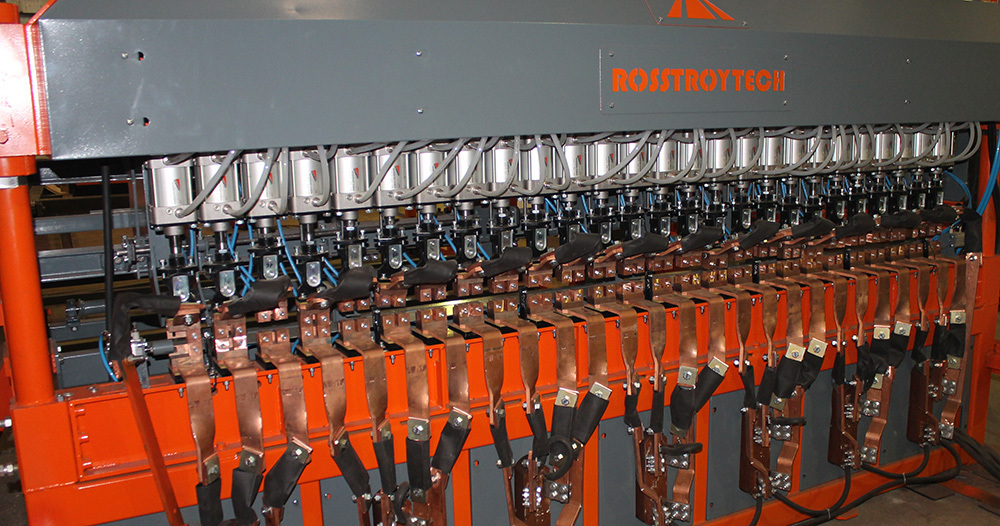
НПО «Росстройтех» разработана уникальная конструкция машины многоточечной сварки сеток, которая по техническим характеристикам соотвествует ведущим зарубежным производителям, таким как Clifford, Schnell, AWM. В производстве и при сборке наша компания использует только качественные компоненты мировых производителей. Электронный блок включает компоненты Omron, Delta Electronics, Finder. Пневмоавтоматика компаний Festo или Camozzi и мотор-редукторы Tramec.
В полном комплекте есть гидравлический формирователь ребра жесткости, который может быть выполнен как в виде отдельного устройства, так и быть встроен непосредственно в сварочную линию. Оборудование для напыления краски и печь запекания располагаются в производственном цехе компактно, исходя из масштабов помещения.
Сварные заборы и ограждения применяются для обустройства различных территорий:
- спортивных сооружений
- детских площадок
- ограждения коттеджей, жилых домов
- дачных участков
- автостоянок
- аэропортов
Также заборные ограждения пользуются большим спросом у строительных организаций. Заборные секции, как правило, имеют ширину 2,5 м и высоту до 3 м.
Производство заборной панельной сетки из мерных прутков
Принцип действия машин данного типа заключается в следующем:
1. Заранее нарубленные с помощью правильно-отрезного станка поперечные прутки подаются оператором посредством кран-балки либо грузоподъемного механизма в бункер модуля подачи поперечных прутков.
2. Продольные мерные прутки заряжаются в модуль продольной подачи. В случае использования модуля подачи продольных прутков сокращается время простоя сварочной машины, за счет загрузки прутков в позицию подачи к сварочному порталу в процессе производства предыдущей сетки.
3. После подачи команды запуска сетка начинает свариваться на сварочном портале.
4. Далее оператор перемещает сетку к модулю формирования ребра жесткости.
После того как сетчатая панель сварена полностью необходимо нанести V-образные изгибы, так называемые ребра жесткости.
Гидравлический формирователь ребра жесткости
Для придания заборному ограждению дополнительной прочности сварную секцию помещают в гидравлический формирователь ребра жесткости. Количество ребер жесткости варьируется в зависимости от высоты ограждения. На выходе получаем готовую к дальнейшей покраске секцию заборного ограждения. Гидравлический формирователь выполнен в виде отдельного устройства (столы подготовки в комплект не входят). Покраска может осуществляться с помощью порошковых полимерных камер, приобретаемых дополнительно.
Максимальная длина гиба, мм
В результате вы получаете готовые заборные секции, которые в дальнейшем должны быть защищены полимерным покрытием. Для этого применяется метод нанесения порошковой полимерной окраски. Он основан на электростатическом притягивании заряженных частиц порошковой краски к окрашиваемой поверхности и дальнейшем запекании порошкового слоя в камере термической обработки (КТО). Порошковая окраска заборных секций гарантирует однородное, прочное, высококачественное покрытие с высокими физико-механическими, химическими, защитными свойствами.
В состав полимерных порошковых линий входит: Камера полимеризации, камера напыления, транспортная система, напылительное оборудование.
- Камера полимеризации. Габариты — 6200х2900х1600мм. Мощность — 110 кВт
- Камера напыления. Габариты — 3500х2700х900мм. Мощность — 12 кВт
- Транспортная система. Продольно-поперечная 10 направляющих.
- Напылительное оборудование российских и зарубежных производителей.
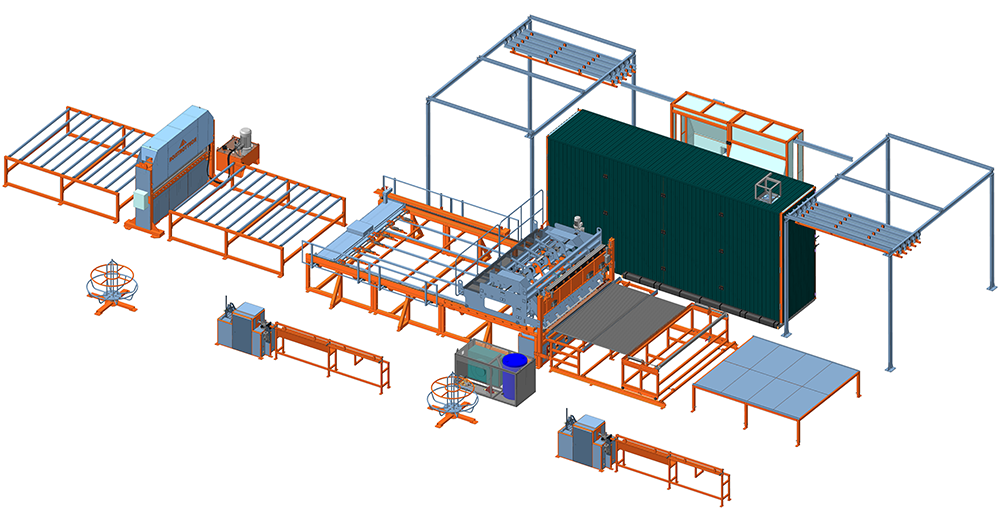
Общие рекомендации по формированию рабочего пространства цеха
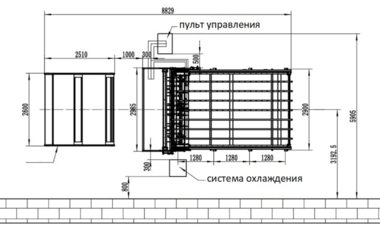
Необходимо в место установки оборудования осуществить подводку инженерных сетей в соответствии с техническими характеристиками на станок. В качестве примера мы рекомендуем схемы расположения линий сварки в производственных цехах:
Сварочный портал
Диаметры свариваемых прутков, мм
Размер ячеек (шаг ), мм
Максимальная ширина сетки, мм
Максимальное количество точек сварки, шт
Подача поперечного прутка
Подача продольного прутка
Режим сварки
Мощность сварочных трансформаторов, кВт
Производительность (поперечных прутков в минуту)
Источник
Станки для производства 3D заборов и ограждений
















Компания «Сеткосвар» предлагает универсальное оборудование для вашего бизнеса по изготовлению сетчатых ограждений методом контактной сварки стальных сеток. Машины относятся к разряду полуавтоматов сварки поточной сеточной продукции. Универсальность в том, что линия для производства сварных сетчатых 3D (3Д) заборов серии «С» может применяться для различных видов продукции:
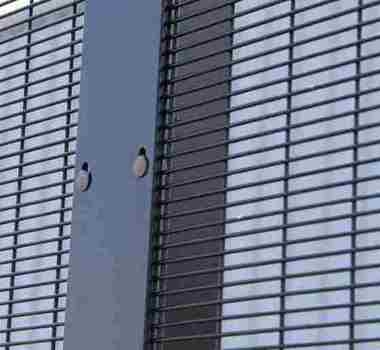
- секции 3D заборов и оград «анти-пробег»(правое фото)
- сетки пергонов и габионов для оформления ландшафтов
- широкий ассортимент сеток для строительства
- в горном деле для укрепления шахтных выработок, крепи безопасности
- складское оборудование — стеллажи, сеточные контейнеры
- в торговом оборудовании витринные стенды

Преимущества для вашего бизнеса
- «Сеткосвар» — официальный дилер китайского завода «Джиаоянг» (Jiaoyang). Поэтому все оборудование для производства 3Д (3D) заборов вы получаете без посредников напрямую от завода-изготовителя по установленной им цене.
- В ассортименте современные, надежные станки с высокой производительностью.
- Гибкие настройки автоматических режимов сварки позволят вам изготавливать сетчатые изделия различных конфигураций в плоских картах по заданному алгоритму.
- Исключена пиковая перегрузка электрической сети цеха за счет разнесения в машинах токов сварки во времени.
- Минимизация затрат на эксплуатацию и обслуживания за счет отсутствия в процессе работы оборудования сжатого воздуха. Требуется минимум – до 150 литров в минуту.
- Все станки для 3Д заборов изготовлено на заводе, сертифицированном по стандарту контроля качества ISO 9001. «Джиаоянг» — это производство полного цикла с собственными складами, цехами ЧПУ, резки, гибки, сварки металла.
- Мы сопровождаем и контролируем каждый этап вашей сделки — от оформления заказа до доставки по России и СНГ. А в дальнейшем предоставим весь спектр сервисного обслуживания, обеспечим вашу линию сварки 3D-сеток расходниками и запчастями.
Что мы предлагаем
Комплексное решение по организации производства. Подбор оборудования, доставка, таможенная очистка, шефмонтаж и пусконаладка, обучение специалистов Заказчика, сопровождение гарантийное и постгарантийное, поставка запчастей, апгрейд оборудования. На этой странице вы можете выбрать оборудование для производства 3D-сетки серии «C» из материалов диаметром 3-6 мм (например, рифленой или гладкой проволоки). Аппараты прекрасно подходят для поточного изготовления изделий. В зависимости от комплектации модели могут включать от 24 до 60 электродов.
Какую продукцию вы получаете
Результат — готовые плоские карты заданного размера. Их можно использовать:
- для изящных сетчатых заборов и ограждений 3D
(ребра жесткости можно гнуть, придавая ограде декоративные формы); - для армирования в полы, стяжки, отмостки, трассы, тротуары, парковки;
- в кирпичную и блочную кладку;
- в штукатурку, мокрые фасады;
- для шахтной затяжки в тоннели горных выработок;
- при изготовлении строительной, дорожной сетки.
Оборудование также подходит для производства габионной сетки. Это новое направление в ландшафтном дизайне и экстерьерном оформлении. Оформленные объёмные каркасы из сеток заполняются различными породами, речными камнями. Образуются различные формы — парапеты, брустверы, тумбы, колонны, ограждения, укрепления склонов и т.д.
Как происходит сварка заборов 3D
Продольные прутки заправляют в зону сварки. Чтобы увеличить производительность есть опция их заправки в предварительную каретку. Поперечные стержни (в заборе станут горизонтальными) предварительно правятся и нарезаются в заданный размер, а затем выкладываются шаговым двигателем из верхнего бункера внахлест на продольные. Размер ячейки или шаг между поперечными прутками может быть установлен любым от 25 мм и выше. Продольные прутки в машине (вертикальные в заборе) выставляются по заданию чертежа, с любым шагом. Зачастую это 55 мм.
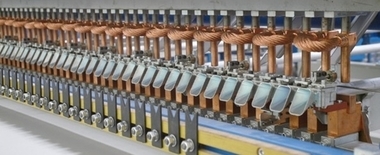
Сварка происходит в процессе выдачи поперечного материала. С помощью электропривода осуществляется движение траверсы с пружинными прижимами сварочных электродов. За протяжку свариваемой сетки в станках для 3D заборов отвечает сервопривод.
Весь процесс сварки управляется программируемым логическим контроллером (ПЛК), который имеет понятный интерфейс и легко настраивается. Импульсы сварочных трансформаторов задаются контроллером синхронно или попеременно, с разносом во времени. Скорость изготовления изделий можно регулировать, настраивая обороты моторредуктора. Если датчик «видит» поперечный пруток в зоне сварки, контроллер «разрешает» сварку.
Более подробно процесс описывается в этом документе: Описание процесса.docx Так же можно ознакомиться с несколькими видео роликами, отражающими проверку оборудования на заводе «Джиаоянг», перед отгрузкой Заказчикам:
Видео 1 работы сварочной машины
Видео 2 работы сварочной машины
Видео 3 работы сварочной машины
Видео 4 работы сварочной машины
Видео 5 работы сварочной машины
Видео 1 работы правильно-отрезного автомата
Видео 2 работы правильно-отрезного автомата
Видео работы пресса при гибке рёбер жёсткости
Материалы сварки:
- проволока гладкая по ГОСТ3282 чёрная и оцинкованная;
- проволока рифлёная типа ВР1 чёрная и оцинкованная;
- проволока из нержавеющих сталей, с содержанием Mn, Cr
- катанка
низкоуглеродистая сталь с пределом прочности на разрыв ≤550 МПа, содержание углерода ≤0,25%
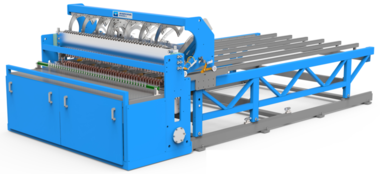
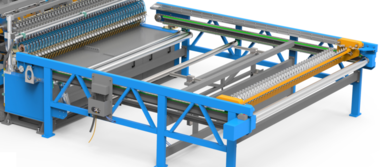
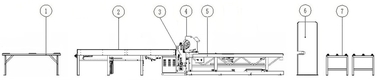
Схема машины сварки сеток для 3D заборов:
1. Стол для раскладки продольного материала; 2. Каретка автоподачи продольного материала; 3. Машина сварки, базовый элемент; 4. Бункер подачи поперечного материала; 5. Конструктив протяжки свариваемых сеток; 6. Гидропресс для гибки рёбер жёсткости; 7. Стол поддержки для гибки; 8. Шкаф управления и система охлаждения (не показаны)
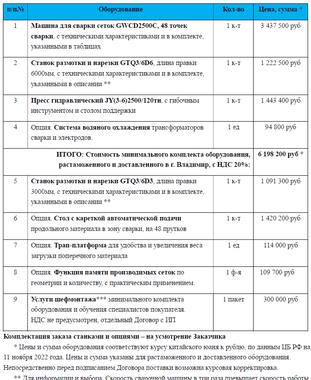
Комплектация и подбор оборудования
Комплектация линии, конфигурация сварочной машины могут быть различными. Заказчик принимает решение на основе переговоров и технико-коммерческого Предложения, предоставляющего интересующий вариант с опциями. Пример ТКП можно просмотреть здесь: Коммерческое предложение для 3d заборов.docx
Характеристики станков серии «C»
Модель Машины, маркировка
Источник